

About an abrasive
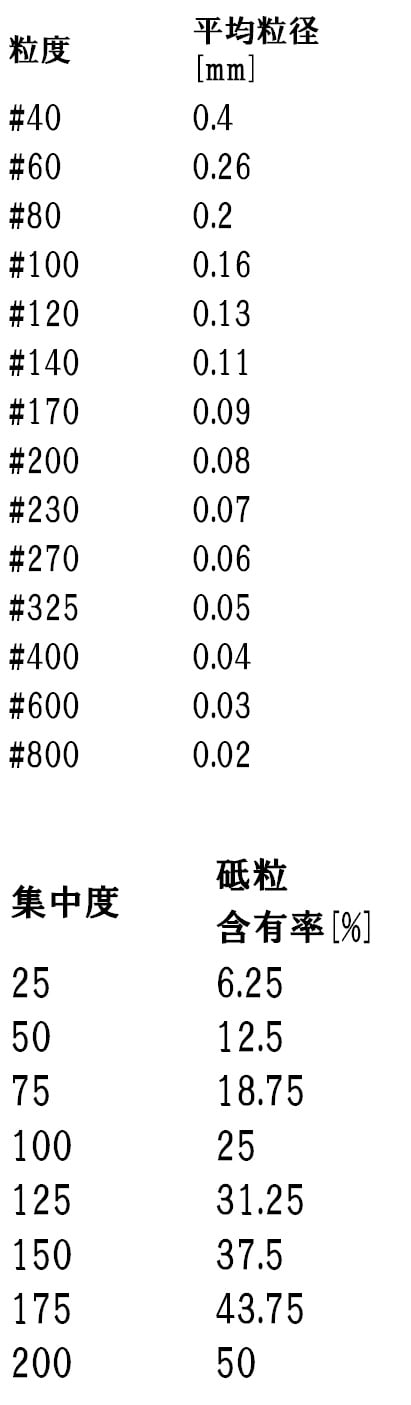
● The abrasive diamond has a natural diamond (ND) and a synthetic (artificial) diamond (SD), but, as for the thing used for an abrasive, a composition diamond is common. I was made with the synthetic diamond artificially, and become cheaper than a natural diamond (a small thing is best). In addition, the abrasive which coats metal, and raised cohesion is used for an abrasive when the cohesion with abrasives such as the resin bond uses a weak binder. I call this a metallic coating composition diamond (SDC). There is the effect to reduce damage by the heat to suffer from an abrasive because it coats high merutamedakedehanaku, metal having high thermal conductivity by cohesion to coat metal. ● The thermal property diamond has a property to be vulnerable to heat and graphitizes it in higher than 600 degrees Celsius. As I seem to get nervous to nearly 1,000 degrees Celsius at cover cut materials and the contact point of the whetstone, the cooling with the grinding fluid becomes essential. ● It has the reason to be cheap mentioned above to use a friableness composition diamond, but there is it at the point that can control friableness. Friableness is flimsiness, but I am worn by using a good abrasive of the friableness, and sharpen it, and load suffers from the lost abrasive and becomes fragile when I process materials having high hardness in Ceramics. The broken abrasive says that the effect that the sharpness continues because a sharp edge is made again is provided. ● The representative thing includes WA (white alumina), A (brown alumina), GC (green silicon carbide), CBN (cubic boron nitride) as an abrasive except other abrasive diamonds. The abrasive except diamond and CBN is called a general abrasive, and diamond and CBN may be called a super abrasive. As described above, I often use a diamond abrasive in the Ceramics processing, but a general abrasive may be used in finishing it I wrap. ● The particle size particle size of the whetstone expresses it with a thing expressing the size of the abrasive like "#120". One having a small number after "#" comes to have a big abrasive diameter. The particle size can attain an approximate price with "16/ particle size". As quantity of tsukidashi of the abrasive is big with the big abrasive of the particle size, it is superior in discharge characteristics of the chip, but as the depth of the cut per the abrasive grain grows big, tipping is easy to appear in the low materials of the destruction tenacity level, and an aspect state becomes coarse. On the contrary, as quantity of tsukidashi of the abrasive is small, the small abrasive of the particle size is easy to do blocking, but as the depth of the cut per the abrasive grain is small, tipping tends to be hard to appear in the low materials of the destruction tenacity level, and the aspect state becomes good, too. It depends on the kind of cover cut materials and the binder, but #80 - #400 degree is generally used in the Ceramics processing. ● The intensive degree concentration degree expresses it how much abrasive is included in a binder. I am expressed with a number of 25 chopping fine of 25-200, and the one that a number has a big becomes high in an intensive degree. I can make the content of the abrasive in "concentration degree / 4". If it is concentration degree 100, the content of the abrasive becomes 25% in "100 / 4". The intensive degree becomes the volume ratio not the number of abrasives.
